

Choosing the right end mill for the job
Posted by Adam on 21st Nov 2017
Choosing the right CNC router end mill for your job takes years of experience and failures to get the desired result. Failures include end mill breakage, end mill burning, short tool life and less than desired finish on the material you are cutting. I have created this list based on my experience and review of the vast amount of literature out there. The list goes by the priority when choosing your bit starting with:
- Shank Diameter – The bigger the better
- Cutting Edge Diameter – The bigger the better
- Cutting edge length – Shortest possible to cut your material
- Overall length – Shortest possible
- Flutes – 1 or 2 for slot cutting, plastic & aluminium, 3 and above for edge profiling and all other material
- HSS, Carbide Coated or Uncoated – depends!
Just before we start a few words & acronyms to throw out there
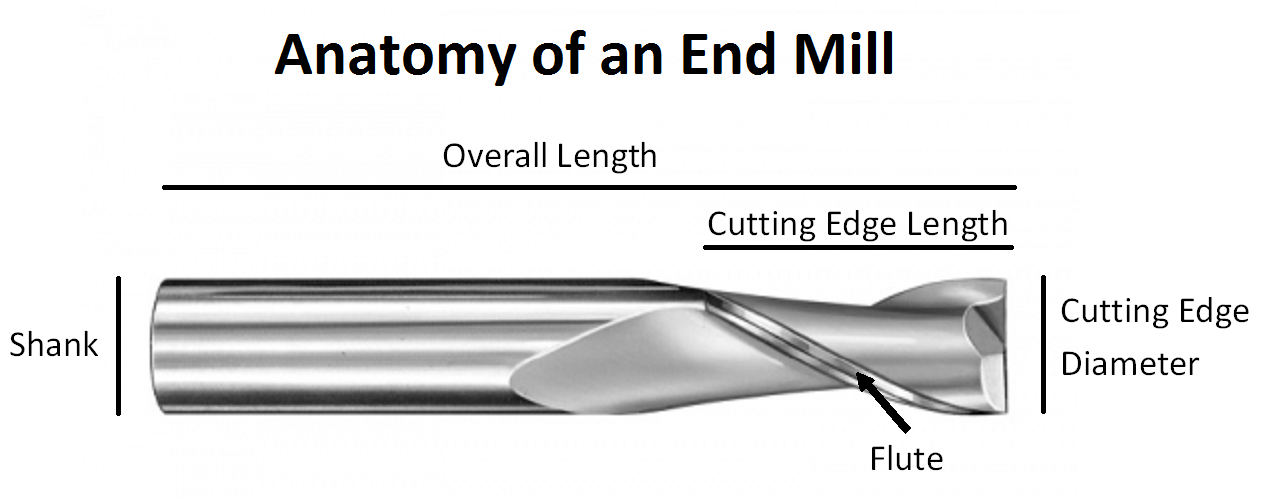
- Shank – The shaft or stem of the end mill that is held by your collet
- Collet – A flange or socket that holds your end mill within your spindle
- CED or Cutting edge diameter – The diameter of the cutting size of your mill and corresponding hole in your material you will be making
- CEL or Cutting Edge Length – The length of your mill that has a cutting edge capable of cutting your material
- Flutes – The number of individual cutting edges/teeth
- OVL/OAL or Overall Length – The total length of your end mill
- Runout – Runout is a rotation inaccuracy which occurs when the tool is no longer aligned with the main axis. In other words, how far your bit creeps outside of your desired CED
- HSS – High Speed Steel. Common material used are graded as M2 and M35
- DOC – Depth of Cut per Pass
Another point to add… what works for you might not for others and vice versa. This guide is meant to be generic enough to cater for people who are embarking on buying a CNC or have just bought one. Eg. My first weekend I went through $150 worth of Sutton HSS mills on my X-carve because I had no idea what I was doing.
Shank Diameter & Cutting Edge Diameter – The bigger the better
Choosing the largest shank & cutting edge diameter (CED) for your job should be your first consideration. Choosing the largest shank diameter & CED to suit the tightest inner corner of your cut reduces the possibility of three nuisances; tool deflection, tool breakage and subsequently wear.
Tool Deflection – Similar to spindle runout, tool deflection is where there is a greater strain on a single cutting edge point vs the whole cutting edge due to the bend in your bit as it cutting. This significantly lowers the life of your bits over time. The benefit of a greater shank diameter is that it adds rigidity to the bit and reduces the tool deflection created and creates a better finish on the material you are cutting.
Tool Breakage – There will be many mentions in this guide where a suboptimal setting or choice of mill will increase your chance of tool breakage. You can reduce all of this by simply using a greater diameter shank as for comparison, a 1/4" vs 1/8” shank bit will have 4 times the material in its body.
Wear - In addition to the above mentioned considerations, an increase in material and size of flutes will naturally last longer when using a larger shank subsequent CED.
Use the shortest overall length and length of cut as possible
Once you have chosen the largest shank and CED for your job, the next consideration is CEL & OVL. Having a long CEL might seem the going rate but like shank & CED, it adds to runout and tool breakage. The more appropriate choice is to select the shortest CEL to do the job. Eg. 16mm MDF, choose a mill with 17mm CEL. As the material in your end mill will have the most in the shank and less in the flutes, having a longer CEL reduces the rigidity of your overall length. If the tool were to break, it will mostly occur anywhere between the cutting material height and the beginning of the collet.
Select the number of flutes for your job to achieve the desired outcome
Ok so… what the flute? …you might say. Depends who you ask and what material you are cutting. Straight up, you’d use 1 or 2 flute for drilling, slot/pocket milling and when cutting aluminium. Slot/pocket milling does not allow for much room for chip ejection of which a 1 or 2 flute allows for that. Also, especially the non-tempered aluminium, the “gummy” nature of the material does not achieve a nice finish and material tends to stick to your end mill which is avoided with a 2 flute. For everything else, using a mill with 3 and above for edge/peripheral milling is ideal for a couple of reasons. First is that you will see a nicer finish on the side of your material and secondly, speed! If your mill allows, you can increase the feed according to the number of flutes as a ratio to 2 flute. E.g 3 flute 150% faster feed, 4 flute 200%. This is because you want to still keep the same chipload irrespective to the number of flutes used. Just watch out though, the teeth get smaller as you increase the number of flutes which will wear faster than 2 flute.
HSS or carbide?
Another consideration is the material used for cutting. The most common choices are High Speed Steel, carbide coated in either TiAlN, TiSiN, Nano etc or carbide uncoated.
Straight up, HSS and carbide uncoated can be used on any material other than non-ferrous metal. The sharp nature of HSS and uncoated means that you can cut into material much easier especially for shallow face profiling or thin material. Carbide will last 2.5 times longer than HSS although for the larger sizes, the cost of your mill could be as much in price.
Coated carbide allows you to cut into ferrous & nonferrous material with the respective coating for each material hardness.
Conclusion
Hopefully that gives you an overall understanding of end mills and what to choose for your next job. What has not been covered and will be in subsequent articles are:
- Choosing the right end mill profile for each cut and material
- Choosing the right carbide coating for ferrous metals
- What to consider when choosing the right feeds & speeds